
Precision Tube Bending Services
Round tube and pipe from 3/8" to 10" OD — in steel, stainless, aluminum, and specialty alloys.
Simple Bends to Complex Configurations
Whether it's a single 90° bend or a compound multi-plane configuration, we work directly with OEMs and manufacturers to get it right. Process, material, tolerances. Our engineering team collaborates with yours upfront so there are no surprises on the production floor.
With nearly 2,000 die sets already in inventory, we can skip the weeks-long wait for new tooling that slows down other shops.
Over 20 Machines. Send Us Your Specs — We Figure Out the Rest.
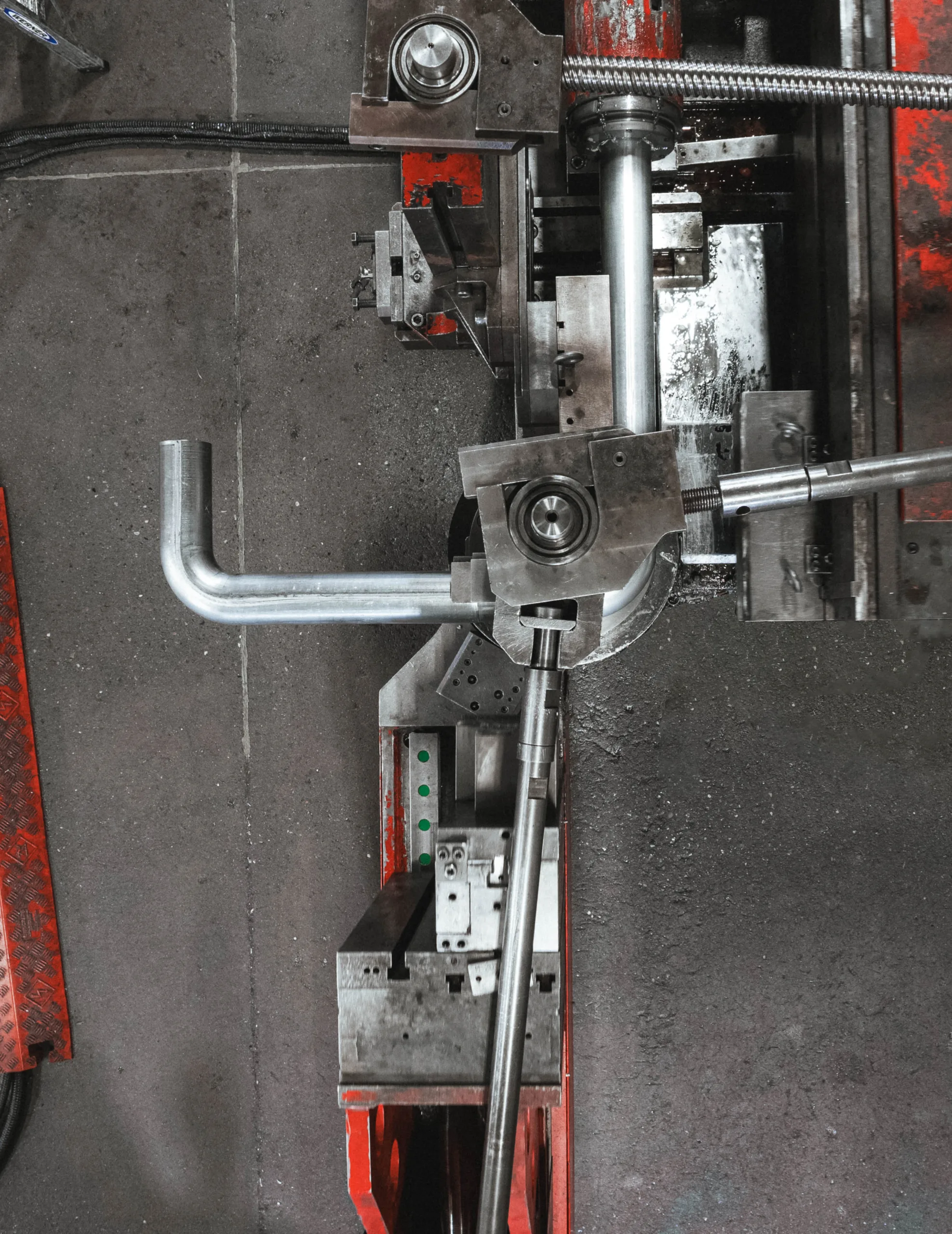
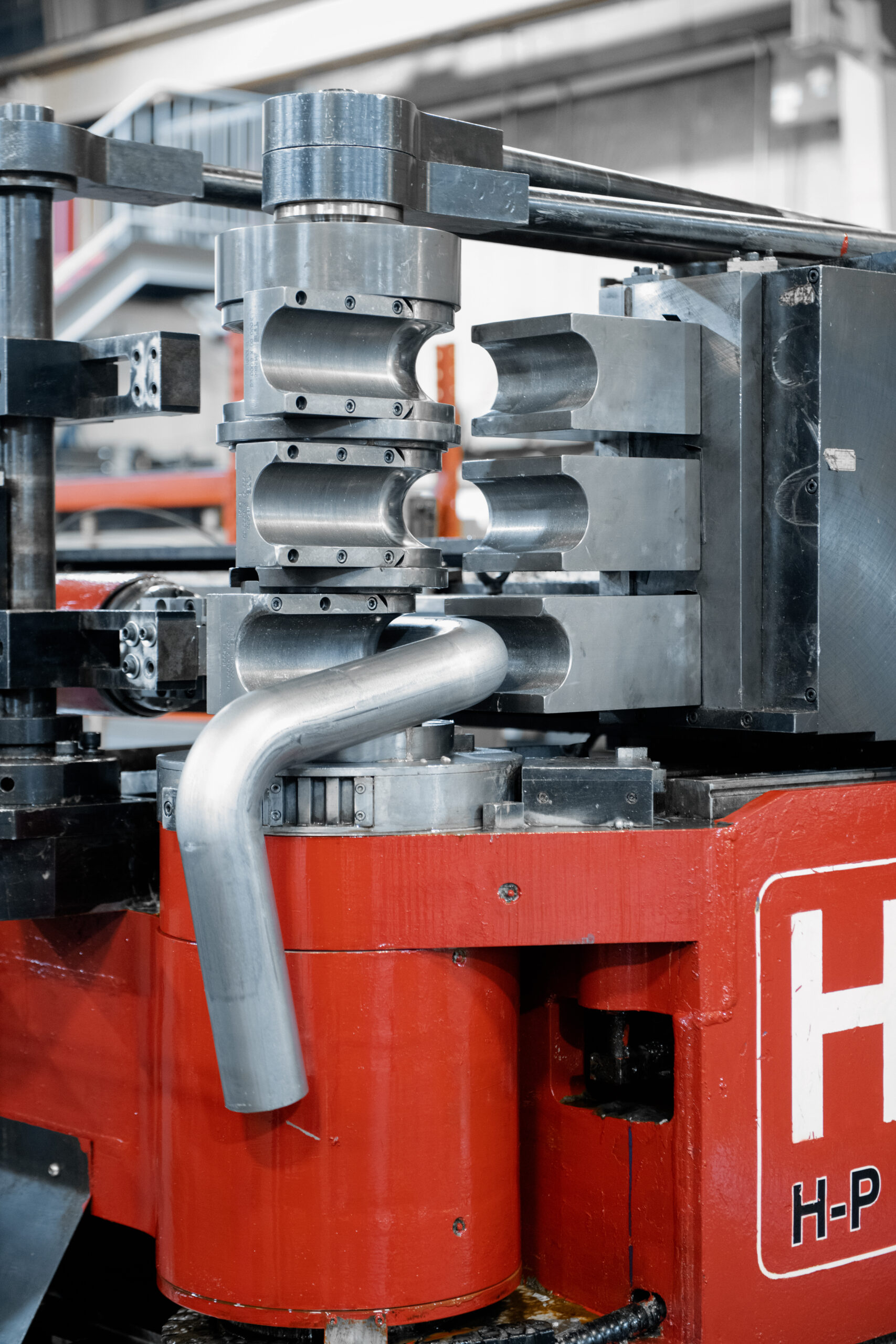
Our floor runs both CNC machines for compound, multi-plane bends and NC machines for single-bend applications, covering round tube and pipe from 3/8" to 10" OD. Four of our CNC machines feature stacked die sets, enabling multiple bend radii in a single setup for tighter consistency and reduced setup time.
Non-round profiles (oval, square, rectangular) may be available depending on your application — talk to our engineers.
Materials We Bend
We bend ferrous and non-ferrous metals across a range of grades. Not sure what fits your application? That's what our engineering team is here for.
Nearly 2,000 Die Sets in Inventory
Nearly 2,000 die sets across a wide range of OD, wall thickness, and CLR combinations. If a setup exists for your part, we can often go straight to production. No lead time burned waiting on new tooling.
What's a 1D bend? A 1D bend has a centerline radius (CLR) equal to the tube's outer diameter. It's the tightest standard radius available. Here are our current 1D tooling sizes:
Looking for a specific bend setup? Our Bend Die Matrix covers our most common setups. Don't see what you need? Ask us — we may still have it.
Tube Bending FAQ
Complete Your Assembly
Most bent tubes need additional fabrication. We do it all under one roof, so you're not shipping parts between vendors.
Have a Bending Challenge?
Whether it's a simple bend or a complex, multi-plane configuration, we'll get it done right, the first time.